
HyPURE® NX
The unique HyPURE® NX hollow fibre nanofiltration cross flow modules provide numerous benefits over spiral wound designs and offers new opportunities for water reuse, potable, and process water treatment.
HyPURE® NX uses direct nanofiltration hollow fibre membranes that can remove organics, hardness, micro-pollutants, colour, medical residues, PFAS and endocrine disruptors from contaminated water streams.
Unlike RO systems, as HyPURE® NX does not target the rejection of dissolved inorganic salts and will often achieve a suitable water quality for discharge, or high-quality reuse, without the challenges associated with the production and costly disposal of a concentrated salt or brine stream.

Typical Municipal Applications include:
- Surface water treatment
- Colour removal
- Tertiary treatment for P-removal
- Tertiary treatment for Water Reuse
Our expertise in the operation of pre-treatment stages also gives Hydroflux a unique edge in the industry. We design the complete system from inlet to outlet to effectively manage water sources with the highest risk of membrane fouling.
Our in depth understanding of managing complex feed streams leads to extended membrane life, low energy consumption, minimum downtime and maximum return on investment.
Find out more
HyPURE® NX is the next generation hollow-fiber nanofiltration membranes for direct treatment of polluted wastewater. The membranes remove low molecular weight organics, color caused by natural organic matter (NOM) and remove hardness partially, while allowing a high passage of monovalent ions.
The base material of the membrane is poly-ether-sulphone (PES), which has an outstanding mechanical resistance and generates membranes with very small pore sizes and narrow pore size distribution whilst the PES base is covered with selective nanolayers created from water-based electrolytes. The hollow-fiber configuration improves fouling resistance as the flow is not obstructed by the spacers used in spiral wound elements and, unique to nanofiltration processes, the hollow-fibers can be backwashed.
HyPURE® NX‘s innovative membrane chemistry allows for continuous operation and cleaning with strong oxidants such as chlorine and hydrogen peroxide at very high and very low pH levels.
Types of HyPURE® NX membranes
There are two types of HyPURE® NX membranes being the dNF80 and dNF40. The dNF80 (800 Dalton MWCO) is typically used for NOM (color) removal whilst the denser dNF40 (400 MWCO) is suitable for micropollutant removal and partial demineralization of water.

Our third generation Projection Tool (NXPT 3.0) enables complete and robust system design for our dNF membranes and accurately predicts the quality of permeate water produced. The tool was developed in-house combining expert modelling with extensive project experience.
Both types are available in modules of DN 110 and DN 200 with a membrane area of up to 50 m² and membrane fiber internal diameter of 0.7 mm. Modules are operated in cross-flow mode with a cross-flow velocity of ≤0.5 m/s and a maximum transmembrane pressure (TMP) of 6 bar.
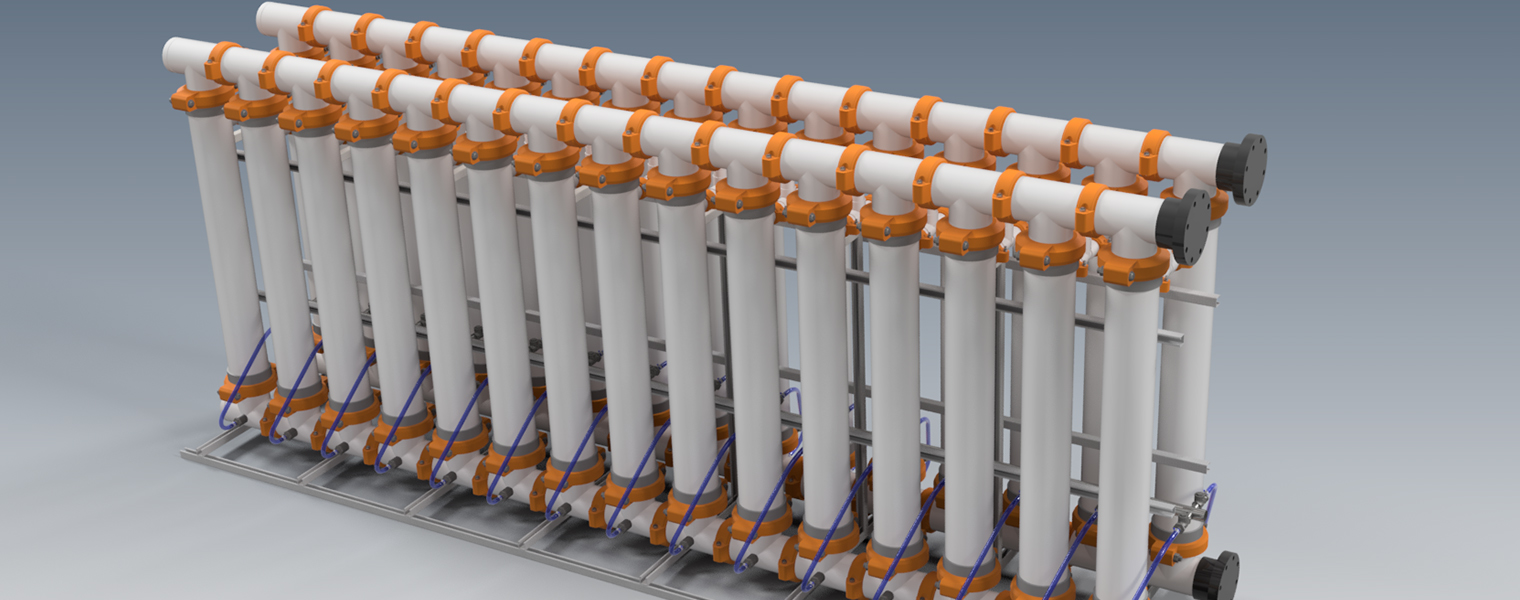
HyPURE® WRC200 NX Rack with dNF40 membranes
HyPURE® NX combines the advantages of hollow fibre membrane technology together with the high efficiency of nano-filtration. Compared to conventional nano-filtration, HyPURE® NX provides significant OPEX savings.
Some of the key features of the HyPURE® NX are:
- As compared to UF, less or no chemicals are required in the pre-treatment phase
- Higher Log Reduction Values of Bacteria and Viruses with the ability for integrity testing
- Removal of nano plastics, pharma by-products, insecticides, colour and selective salts
- Low fouling
- High chlorine tolerance
- Back-washable when compared to spiral wound nano filtration
- Green chemistry – unique water based chemistry is applied in the manufacture of the membranes
- Proven in numerous installations around the world
Our expertise in wastewater gives us a unique edge in the industry, as we design our systems to manage water sources with the highest risk of scaling and biofouling. This conservative approach leads to extended membrane life, low energy consumption, minimum downtime and maximum recovery.
All HyPURE® membrane systems including NX can be containerised for simplicity of installation. Please view the animation below of a typical containerised HyPURE® membrane plant.
HyPURE® NX combines the advantages of hollow fibre membrane technology together with the high efficiency of nano-filtration. Compared to conventional nano-filtration, HyPURE® NX provides significant OPEX savings.
Some of the key features of the HyPURE® NX are:
- As compared to UF, less or no chemicals are required in the pre-treatment phase
- Higher log reduction values of bacteria and viruses with the ability for integrity testing
- Removal of nano plastics, pharma by-products, insecticides, colour and selective salts
- Low fouling
- High chlorine tolerance
- Back-washable when compared to spiral wound nano filtration
- Green chemistry – unique water based chemistry is applied in the manufacture of the membranes
- Proven in numerous installations around the world
The membranes are manufactured with a patented layer-by-layer process, where multiple nano-scale layers are deposited on a membrane support. This method enables very precise and controlled rejection and flux properties of the membrane.
Industrial Water & Wastewater Treatment
HyPURE® NX systems can be used in many applications in industry such as:
- Treatment of surface water and well water to remove colour, humic acids, dissolved solids, organics, micro plastics and micropollutants in one single step;
- Wastewater reuse for industrial processes or preventing discharge of polluted wastewater – Often without the generation of a challenging brine stream;
- Up to 9 log removal of pathogens from wastewater to allow high grade reuse without the need for complex pre-treatment systems
- Recovery of valuable raw materials from wastewater streams, such as indigo in the textile industry or cleaning chemicals such as caustic in breweries.
HyPURE® NX ZeroBrine nanofiltration process for PFAS removal
Hydroflux have developed a process which exploits the benefit of the physical barrier to PFAS compounds offered by nanofiltration membranes without the challenge of handling waste brine. The ZeroBrine process utilises our HyPURE® NX system fitted with NX Filtration direct hollow fibre nanofiltration membranes at its’ core.
The NX Filtration dNF40 and dNF80 membranes have shown to be extremely effective at removal of PFAS compounds. The pore sizes and unique nanocoating within the membrane are ideally structured to retain PFAS and other organic pollutants whilst allowing dissolved inorganic salts to pass through.
The HyPURE® NX ZeroBrine process can also be retrofitted to existing GAC, IX and foam fractionation systems to provide either improved treatment performance, reliability, and significant savings in operating costs (less media replacement).
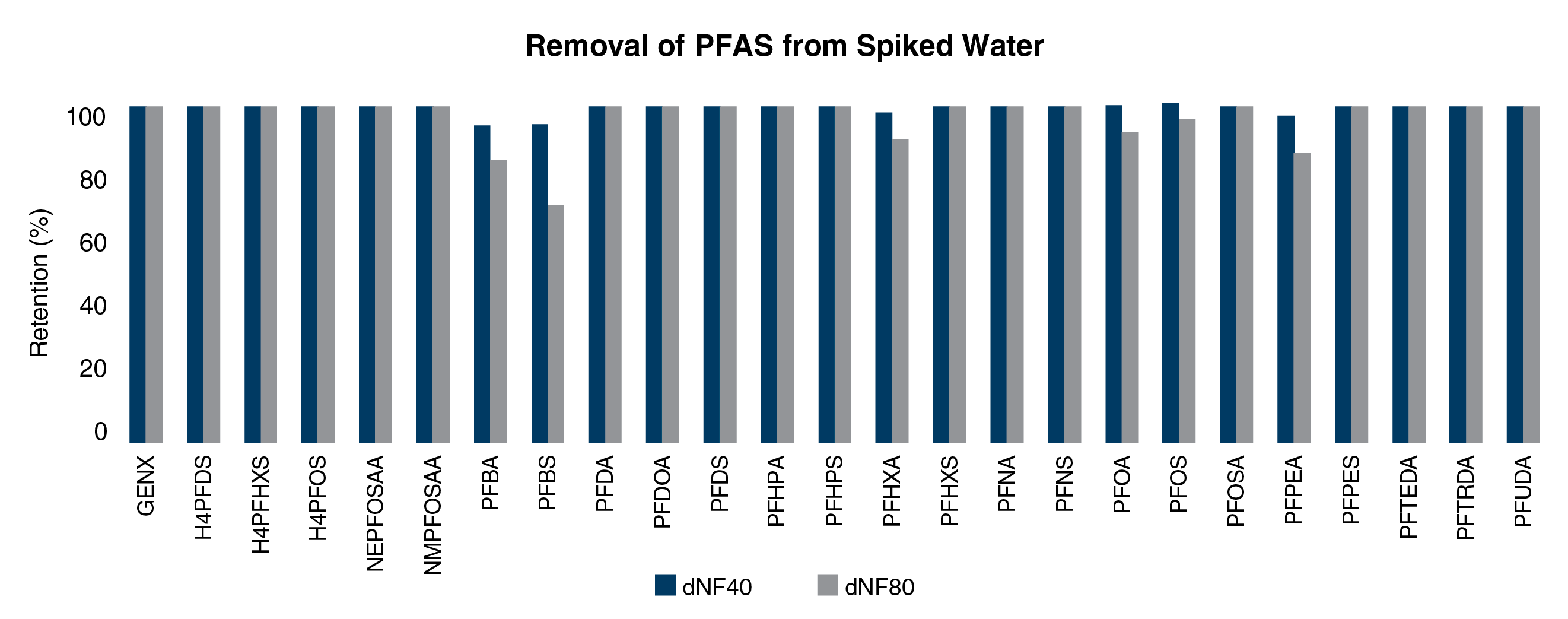
Figure 1: dNF40 performance on a variety of PFAS, ordered by size during an independent trial. Both membrane retention (based on retentate concentration) and process retention (based on feed concentration) are provided. *permeate below the limit of detection (LOD). All PFAS presented are within the PFAS20 group. PFOA, PFOS, PFNA, and PFHxS constitute the PFAS4 group.
CIP Recovery
In most industries efficient Clean-in-Place (CIP) systems are implemented for cleaning of process equipment, producing large amounts of chemically contaminated wastewater. By applying our direct nanofiltration membranes, these costly chemical solutions can be regenerated efficiently for direct reuse in the process resulting in significant savings on chemicals.
Our direct nanofiltration membranes have an excellent stability at extreme pH levels. This unique property enables the recovery of solutions of sodium hydroxide in a single step.
Cooling water blowdown water recycling
Cooling tower make-up water; the water level in the cooling tower has to be controlled and managed by adding makeup water in order to account for loss of water due to evaporation, blow down and mechanical carryout of water droplets (drift) during operation of cooling tower. Direct nanofiltration is the go to membrane technology for recycling of the blow down water, thus saving water in an efficient and sustainable way.
Hydroflux has a Mexplorer portable test unit and a full-scale pilot plant available for hire. The Mexplorer test unit is designed to perform quick filtration tests and rapidly provides information on retention and fluxes that can be achieved on HyPURE® NX membrane. The unit designed for easy transportation and tests can usually be completed within a few hours.
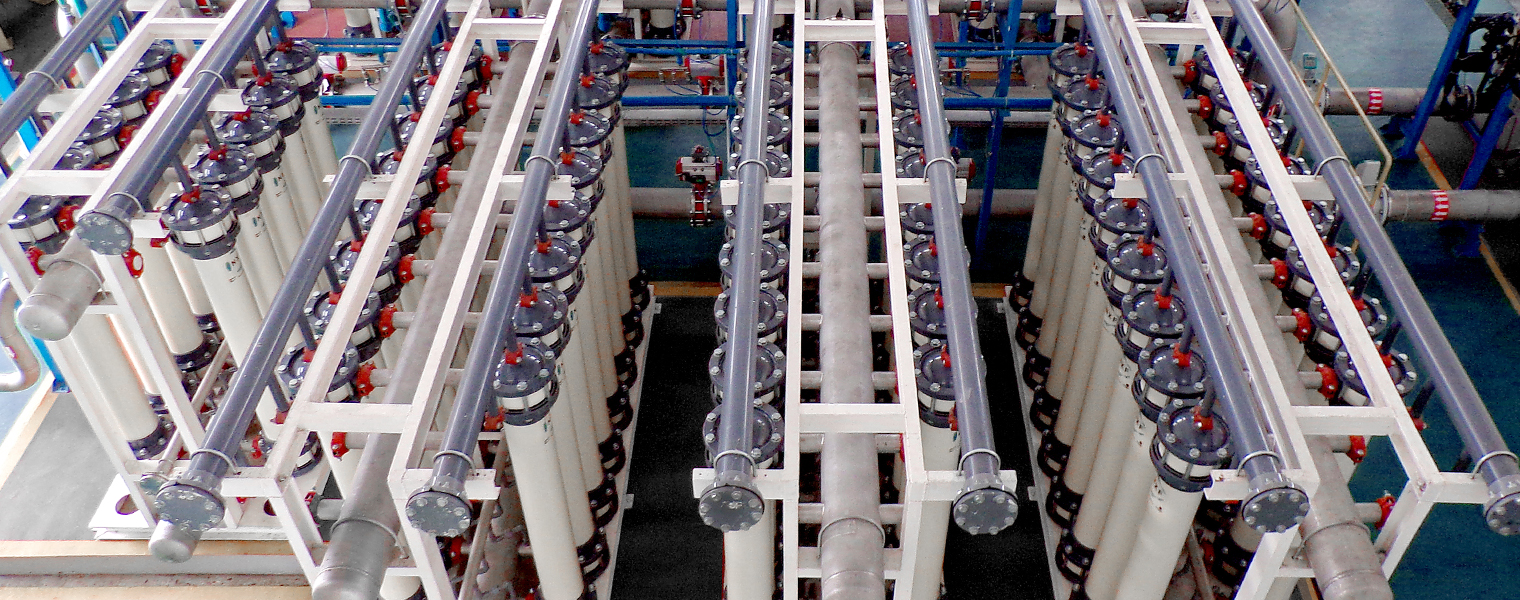
Full scale HyPURE® NX pilot plant
The fully automated Mexpert pilot installations were developed for maximum flexibility in all piloting circumstances. It uses the largest WMC200 dNF modules for the most realistic full scale testing results. Adapting running conditions, hydraulically cleaning the module, dosing cleaning agents, can all be controlled and monitored digitally. Datalogging allows for in depth analysis of the test results. After a thorough training from us the Mexpert can even be operated by your own staff.

Fully containerised HyPURE® NX pilot plant
Our expertise in wastewater gives us a unique edge in the industry, as we design our systems to manage water sources with the highest risk of scaling and biofouling. This conservative approach leads to extended membrane life, low energy consumption, minimum downtime and maximum recovery.